 "Duck Duck Grey Duck FTMFW!" (theduckduck)
"Duck Duck Grey Duck FTMFW!" (theduckduck)
04/25/2018 at 08:46 • Filed to: None
 2
2
 21
21|
"Duck Duck Grey Duck FTMFW!" (theduckduck)
04/25/2018 at 08:46 • Filed to: None | 2
| 21 |
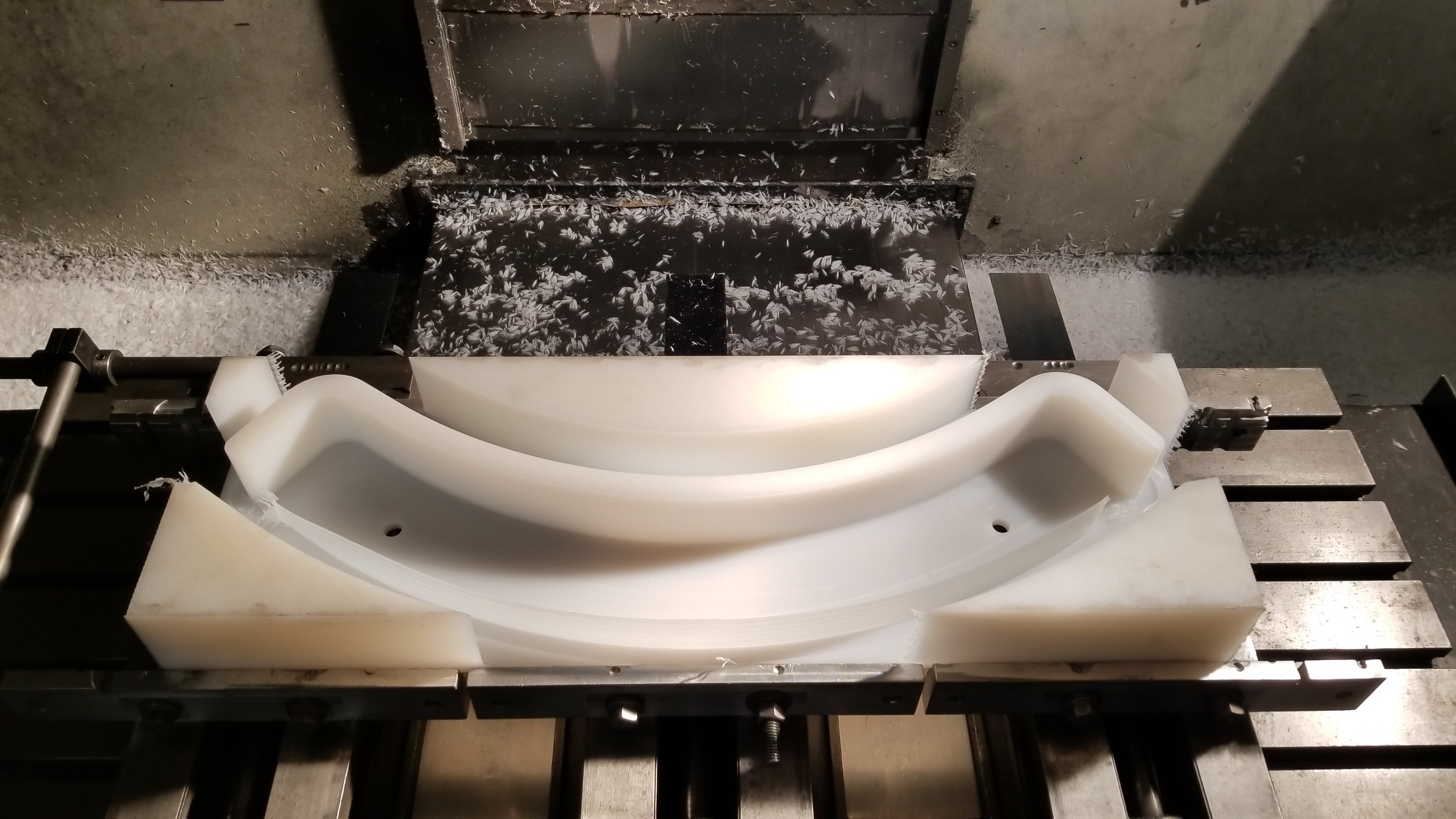
One down, three to go.
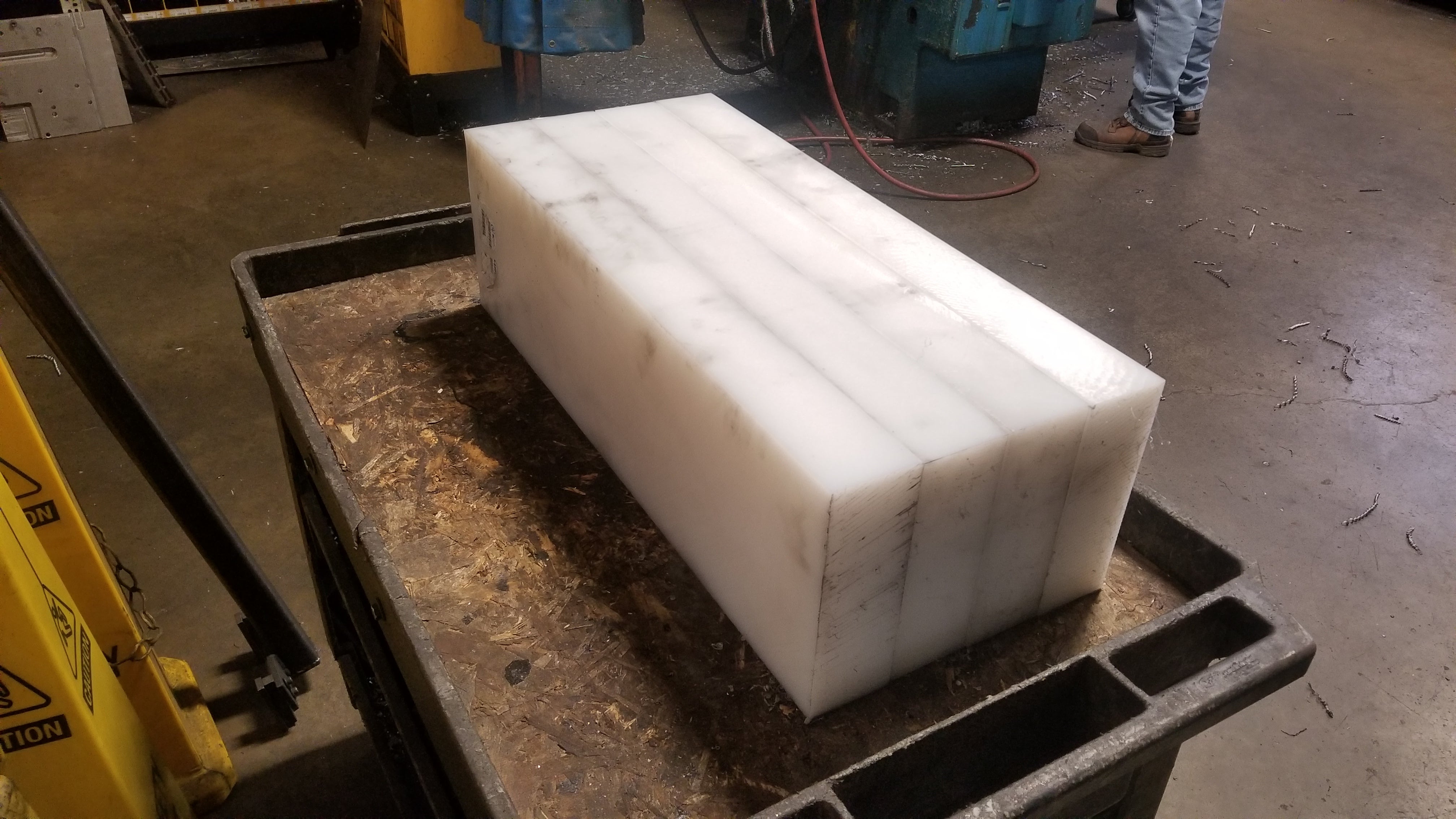
They are 28x8.5x3 blocks of UHMW.
The fruit of my labor.
 vondon302
> Duck Duck Grey Duck FTMFW!
vondon302
> Duck Duck Grey Duck FTMFW!
04/25/2018 at 09:02 |
|
Fun to machine not fun to clean up after.
 diplodicus
> Duck Duck Grey Duck FTMFW!
diplodicus
> Duck Duck Grey Duck FTMFW!
04/25/2018 at 09:06 |
|
Some sort of chain guide?
 Spanfeller is a twat
> Duck Duck Grey Duck FTMFW!
Spanfeller is a twat
> Duck Duck Grey Duck FTMFW!
04/25/2018 at 09:08 |
|
A variation of that material called Dyneema is used for bulletproof application.
 benjrblant
> Duck Duck Grey Duck FTMFW!
benjrblant
> Duck Duck Grey Duck FTMFW!
04/25/2018 at 09:19 |
|
Could that shape not be heated and formed or vacuum-formed? Seems like so much milling for such a simple part!
|
Duck Duck Grey Duck FTMFW!
> vondon302
04/25/2018 at 09:21 |
|
Lol, I just posted the 55 gallon barrel worth of chips
|
Duck Duck Grey Duck FTMFW!
> benjrblant
04/25/2018 at 09:22 |
|
I honestly don’t know. I only just started going back to school to get a degree in mechanical engineering. Not sure if I would learn that. Will get back to you in 4+ years.
 Future next gen S2000 owner
> Duck Duck Grey Duck FTMFW!
Future next gen S2000 owner
> Duck Duck Grey Duck FTMFW!
04/25/2018 at 09:29 |
|
You probably won’t learn it either. ME degree is much more the nuts and bolts of how to design/analyze something. Not necessarily the best way to do something.
For custom pieces, milling makes sense. Manufacturing environment would mold the pieces or extrude them.
 MrDakka
> benjrblant
MrDakka
> benjrblant
04/25/2018 at 09:38 |
|
Not necessarily. IIRC UHMWPE can be made to have anisotropic properties so depending on the application, heating the part would ruin it’s crystallinity. It could be I’m also spouting complete BS until we can get a material engineer in here.
 Alfalfa
> benjrblant
Alfalfa
> benjrblant
04/25/2018 at 09:45 |
|
Yes, but initial cost for such a thing is going to be a bit much. You want to make sure it’s for something that you will be needing a lot of for that initial $ to be worth it.
 DasWauto
> benjrblant
DasWauto
> benjrblant
04/25/2018 at 09:52 |
|
UHMW can be made to specific shapes in a high pressure/heat press from its base granules but you need enough volume of parts to make the cost of the molds/dies worthwhile. For a smaller number of parts, machining from standard stock sizes is much more cost effective.
 jimz
> benjrblant
jimz
> benjrblant
04/25/2018 at 10:00 |
|
if you only need a small number of parts, it’s cheaper to do it this way (or to do it via additive manufacturing/3D printing) than it is to design and make dies/molds you’ll only use once.
plus, if the material can be recycled you win some of it back.
|
benjrblant
> DasWauto
04/25/2018 at 10:06 |
|
Ah, I knew it could be injection molded but wasn’t sure about heat or vacuum forming.
 Long-Voyager
> Duck Duck Grey Duck FTMFW!
Long-Voyager
> Duck Duck Grey Duck FTMFW!
04/25/2018 at 10:14 |
|
It makes a mess, but it’s a riot to machine.
 TorqueToYield
> Spanfeller is a twat
TorqueToYield
> Spanfeller is a twat
04/25/2018 at 10:15 |
|
UHMW is a really interesting material.
It’s also used in knee and hip replacements as the main bearing surfaces.
|
Spanfeller is a twat
> TorqueToYield
04/25/2018 at 10:23 |
|
Much lighter and resistant than Kevlar.
 oldmxer
> benjrblant
oldmxer
> benjrblant
04/25/2018 at 10:34 |
|
you have to have an iron clad contract to make uber number of parts to justify the huge expense of making dies, in the old days it was quite a crap shoot but with digital control mills and lathes short runs are negotiated and both parties are happy, especially with materials such as plastic which can be done in a fraction of time of what harder materials require
|
Duck Duck Grey Duck FTMFW!
> diplodicus
04/25/2018 at 11:04 |
|
Honestly not sure. It’s called a roller guard by the customer.
|
Duck Duck Grey Duck FTMFW!
> Long-Voyager
04/25/2018 at 11:05 |
|
Lol. 150 IPM? why not.
|
Long-Voyager
> Duck Duck Grey Duck FTMFW!
04/25/2018 at 11:59 |
|
150 IPM is all?
That’s what we run our .750 3-flute aluminum cutter at in this stuff. Otherwise we use our Franken Rhombic cutter. 11000 rpms, 360 ipm. I’ve pushed .150sd/.250so with it, but we usually run .05sd/.200-.700so.
|
Duck Duck Grey Duck FTMFW!
> Long-Voyager
04/25/2018 at 12:31 |
|
Eh, it worked for this job. Was worried about chatter. Guess I could have done a faster rate and slowed it down for the last few passes. Oh well. What do you mean by sd and so(.05sd for example). I am not a trained CNC machinist. I learned on the job so there are some lot of acronyms I don’t know.
|
Long-Voyager
> Duck Duck Grey Duck FTMFW!
04/25/2018 at 12:33 |
|
Step Down (sd) and Step Over (so).
Usually use the rhombic for roughing and the 3/4 for finishing. Never had an issue with chatter and our 3/4 is 3.25" long.